| 1. 优异的高温强度和环境耐性 188合金含钴、镍、铬、钨,高温强度非常好,且长时间置于1095°C的高温下,仍然有很好的抗氧化性能,能有效抵抗含硫沉淀物的热腐蚀。可用传统工艺进行加工,也可用于铸造零件。 2. 易加工 188合金有很好的成形和加工特性。可以锻造,或者热加工。热加工需要将工件在1175°C进行足够长时间的保温,确保整个工件达到该温度。因为材料延展性很好,188合金可以进行冷作加工。因为该合金有快速冷作硬化的特点,在加工复杂零件时需要多次进行工序间退火处理。不管是热加工还是冷加工的零件都需要做退火处理并快速冷却,这样才能恢复材料的性能。 该材料有良好的局限焊接特性,可手工焊接,也可用自动焊接方法,包括TIG,MIG,电子束焊,电阻焊。 3. 热处理 锻造的188合金通常供货状态是固溶态。常规热处理方法是1175°C+/-14°C固溶处理然后快速冷却或者水淬以达到最优性能。在低于固溶温度的温度下进行退火会产生一些碳化物沉淀,这会影响188合金的性能。 4. 多种供货形状 188合金的供货形状有厚板,薄板,带材,块料,棒料,线材,管料 5. 应用 广泛用于航空工业,制造军用和商用的燃气发动机的燃烧室,涵道,后燃气零件等。 6. 材料规范 188合金满足以下材料规范: AMS5608 (薄板,带材,厚板) AMS5772 (圆棒,锻材) 
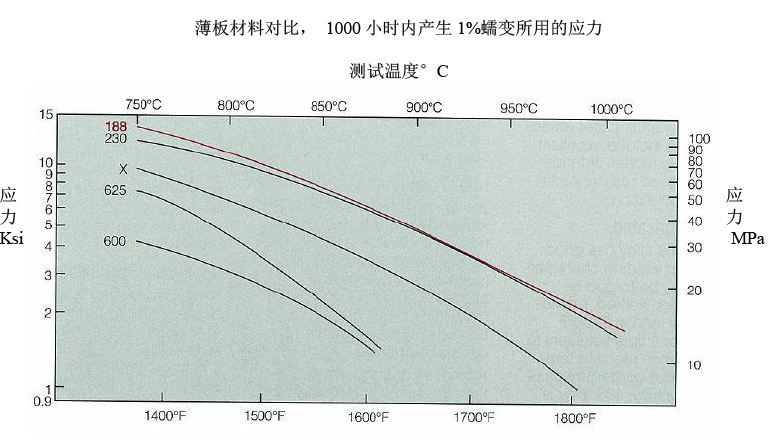
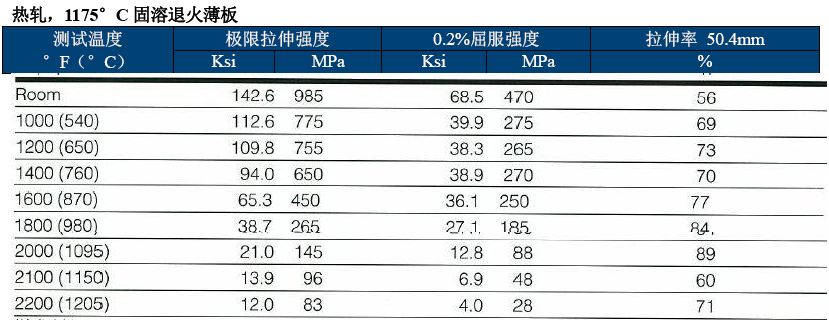
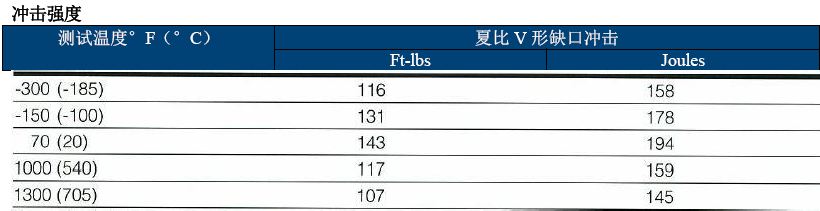
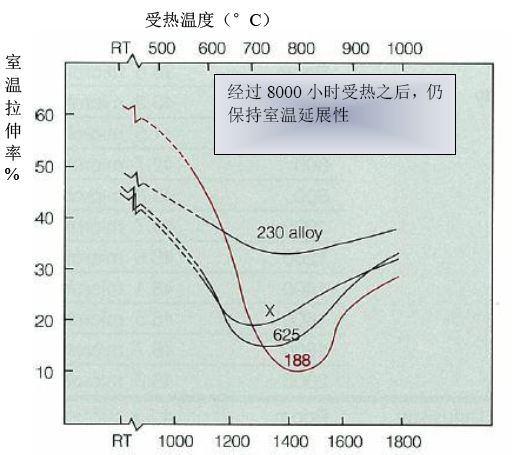
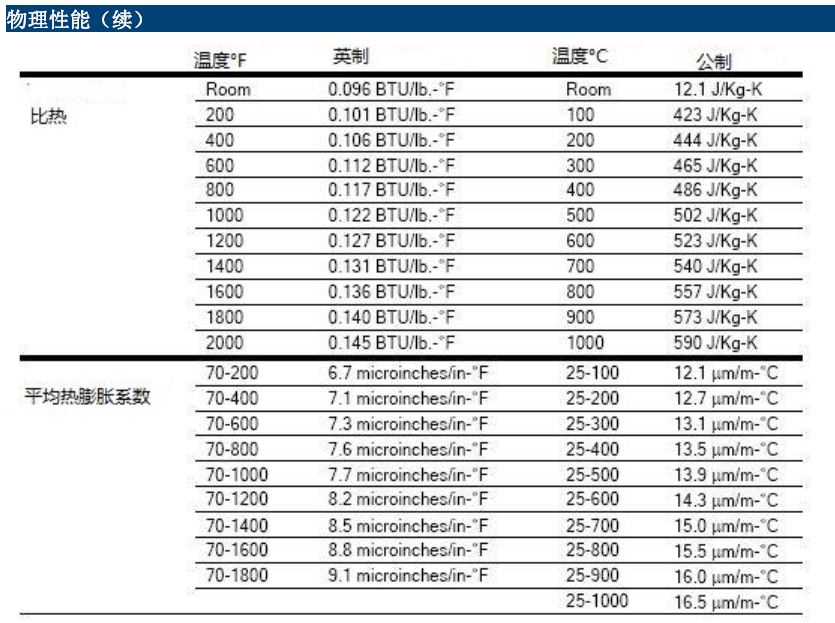
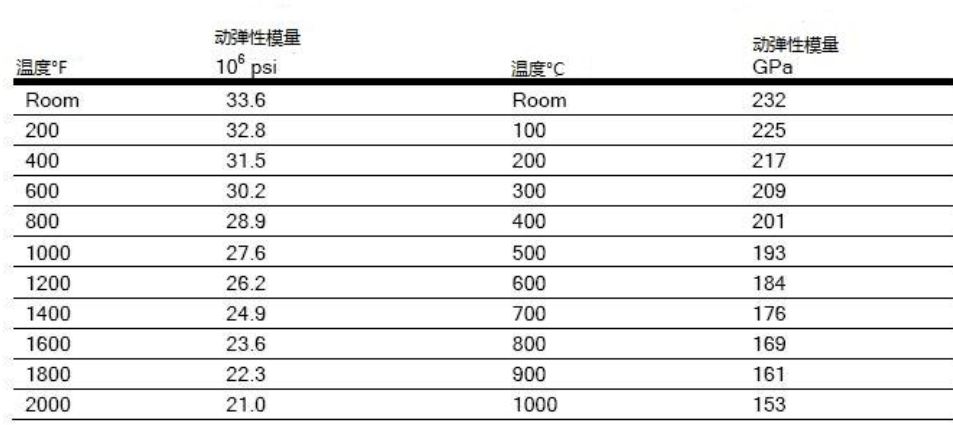
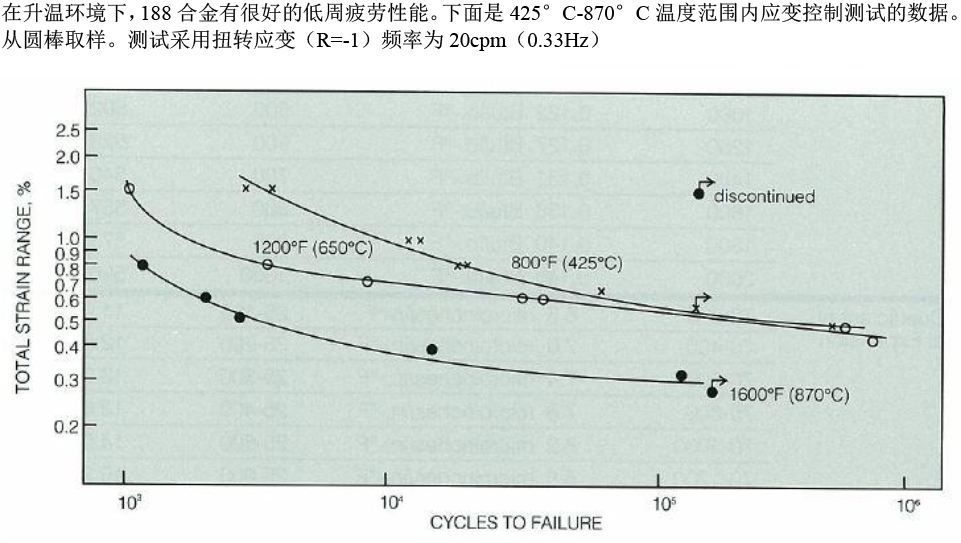
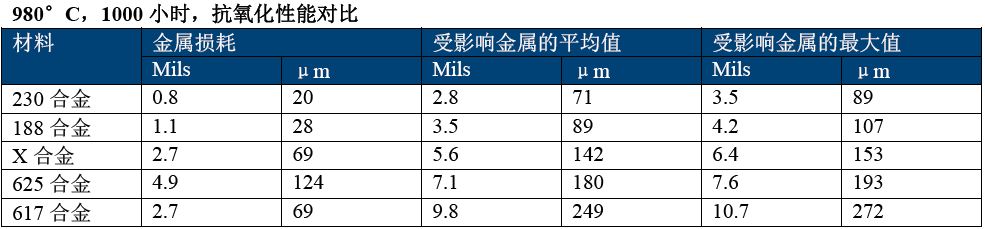
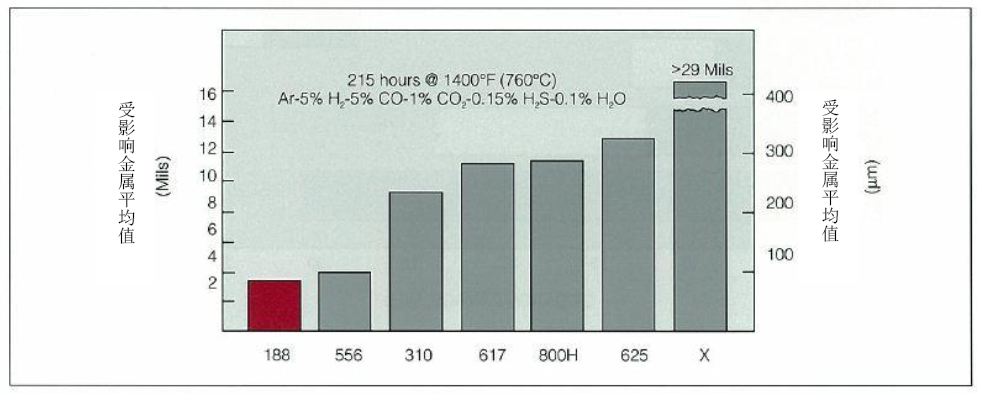
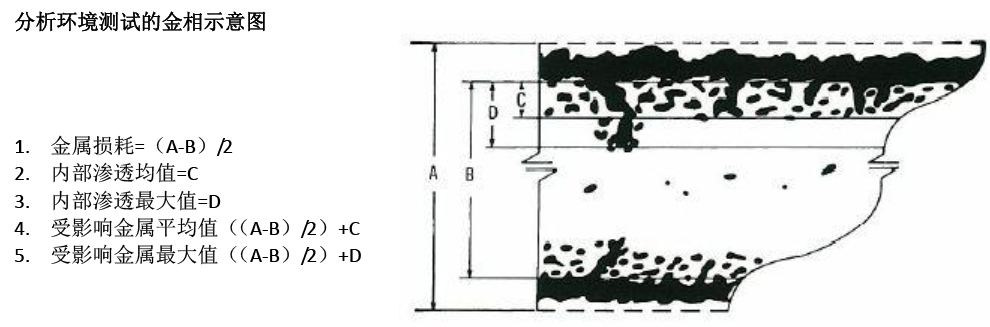
188合金是固溶强化材料,高温强度优异,室温的加工性能良好。在650°C及更高温度下可长时工作。188合金的强度比其他镍基固溶加强的合金更好,远远超过普通的镍铬或铁镍铬耐热合金。如果用188合金替代这些材料,可极大地减少材料使用。 188合金和其他固溶强化超级合金相似,例如625,X合金,在长时间受热后会沉淀有害相,例如CO2W莱夫斯相。这种物质会损害合金的抗拉强度和冲击强度。188合金的表现远远优于25合金,常用于替代25合金。就热稳定性而言,230合金是最适用的。 受热温度(°F) 受热后,板料在室温的性能 8000小时受热后,冲击强度对比 动弹性模量 在升温环境下,188合金有很好的低周疲劳性能。下面是425°C-870°C温度范围内应变控制测试的数据。从圆棒取样。测试采用扭转应变(R=-1)频率为20cpm(0.33Hz) 188合金对空气和燃烧气体有很好的抗氧化性能,可以长时间地连续暴露于1095°C高温。如果暴露时间较短,188合金则可用于更高的温度。 氧化测试的参数 氧化测试是将9mm*64mm*厚度的样片固定在旋转夹头上,放入燃烧装置产生的火焰。燃烧装置使用2号燃油。空气燃油比例是50:1(空气速度为0.3马赫)。每30分钟,样片自动移出并吹冷至室温,然后重新放入排火道。 900°C 耐热腐蚀性能 188合金对硫化沉淀物的热腐蚀有很好的耐受能力。测试方法是采用低速燃烧装置。该装置使用2号燃油,加0.4%的硫。空油比为30:1. 按照5ppm的速度注入人工海水。测试时间为1000小时。每个小时内将测试样片取出,吹冷至室温,气流速度为4m/s。 760°C抗硫化作用 188合金对气体硫化作用有很好的抵抗能力。测试温度为760°C,气体混合物含5%的H2,5%的CO,1%的CO2,
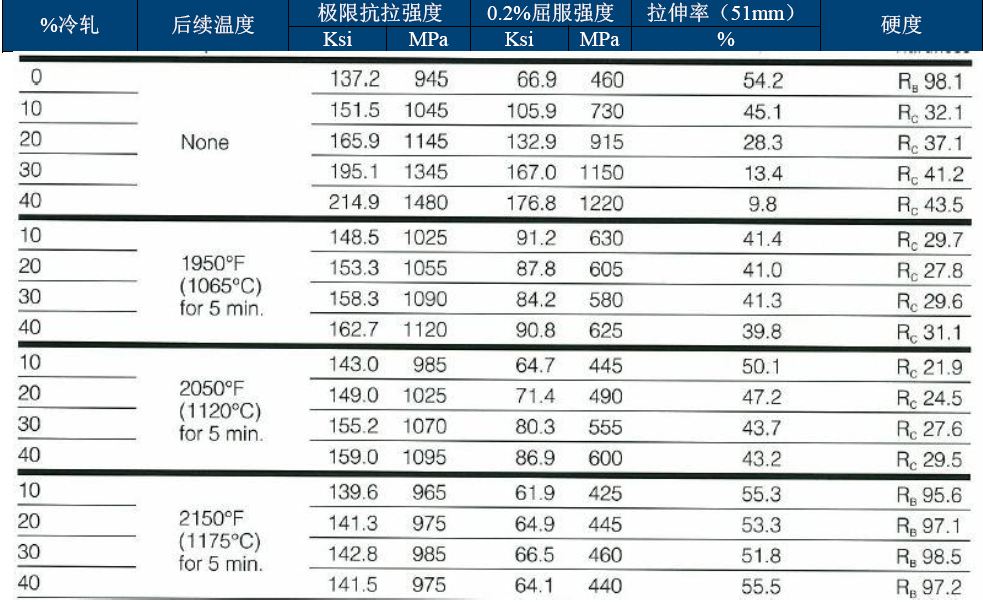
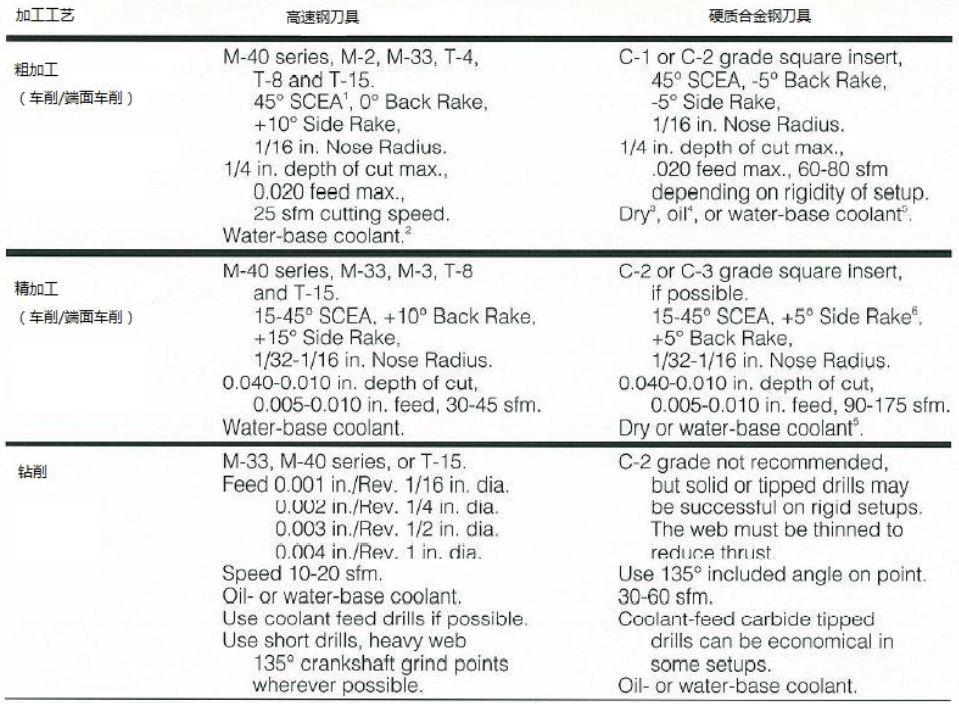
0.15%的H2S和0.1%的H2O,剩余部分是氩气。样片暴露时间为215小时。这是一个非常严苛的测试,相当于硫分压为10-6和10-7,并且氧分压很小,不足以产生氧化铬的保护层。  热处理 188合金的供货状态通常是1175°C固溶态。固溶时间由材料厚度而定。工序间的退火处理可以采用更低的温度,但是加工完成以后,必须做固溶热处理以达到最优性能。 室温下的减厚冷轧 焊接 188合金适用多种焊接方法,包括TIG, MIG, 电弧焊(覆膜电极),电子束焊和电阻焊。188合金的焊接性能和25合金相似。不建议使用埋弧焊。 1.基体金属的准备工作 焊接前,彻底清洁焊接面和相邻表面。油污,粉笔标记,含硫化合物及其他异物都需完全清除。焊接区域不要接触铜或含铜的材料。焊接时材料最好是固溶退火态,但并非必须是这种状态。 2.选择焊料 建议使用成分相配的焊料。焊缝剖面厚度大于9.5mm时,建议使用230-WTM焊料。覆膜金属电弧焊建议使用25合金的电极(AMS5796)。相异金属的焊接,例如188合金和镍基合金,钴基合金,铁基合金的焊接,可用188合金,230-W线材,556TM合金,哈氏S合金(AMS5838)或者哈氏W合金(AMS5786,5787)的焊接产品做焊料。 3.预热,层间温度和焊后热处理 如果基体金属的焊接温度高于0°C,一般不需要做预热。层间温度通常较低。如需要,焊道之间可采用辅助冷却方法,但是冷却处理不能带入污染物。188合金不需要焊后热处理。 机加
 |